Canned fruit vegetable processing line solutions from Bigtem deliver fully integrated, turnkey systems for high-quality, shelf-stable canned fruits and vegetables that meet the highest food safety and quality standards.
Processors across North America rely on these canned fruit vegetable processing lines for tomatoes, peppers, cucumbers, green beans, peas, carrots, corn, mushrooms, mixed vegetables, peaches, pears, apricots, and many other fruits and vegetables. Capacities range from 2 to 30 tons per hour. With dedicated US-based support through VegTech Systems in Alpharetta, GA, you get fast project engineering, professional installation, operator training, and reliable ongoing service.
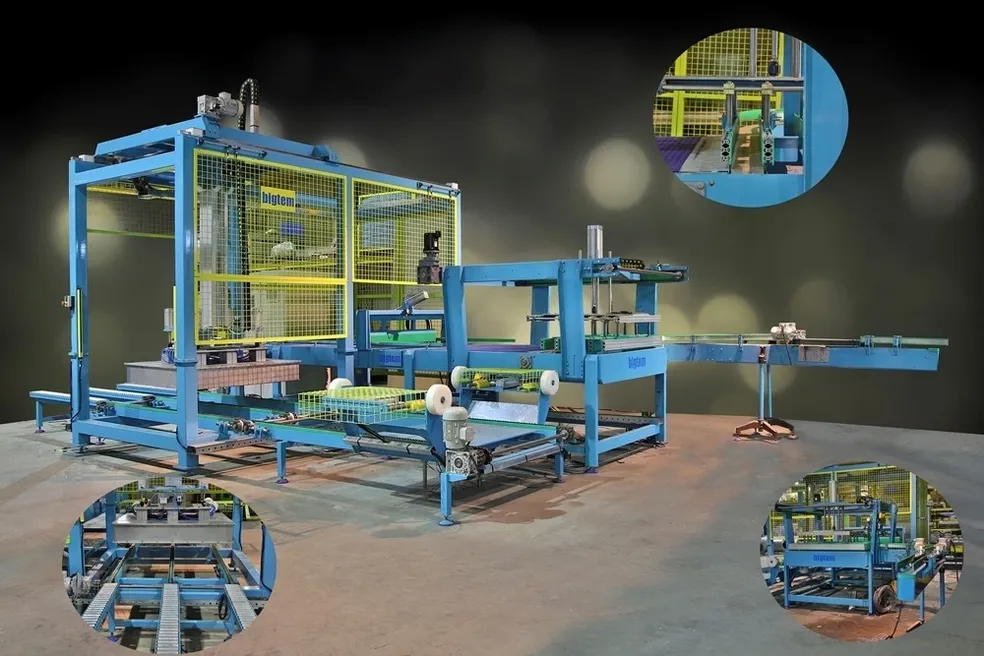
Our turnkey canned fruit vegetable processing line is engineered for efficient, hygienic, and consistent production from raw intake to final packaged product:
- Receiving & Feeding: Robust intake hoppers, conveyors, and surge systems designed to handle peak harvest volumes without interruption.
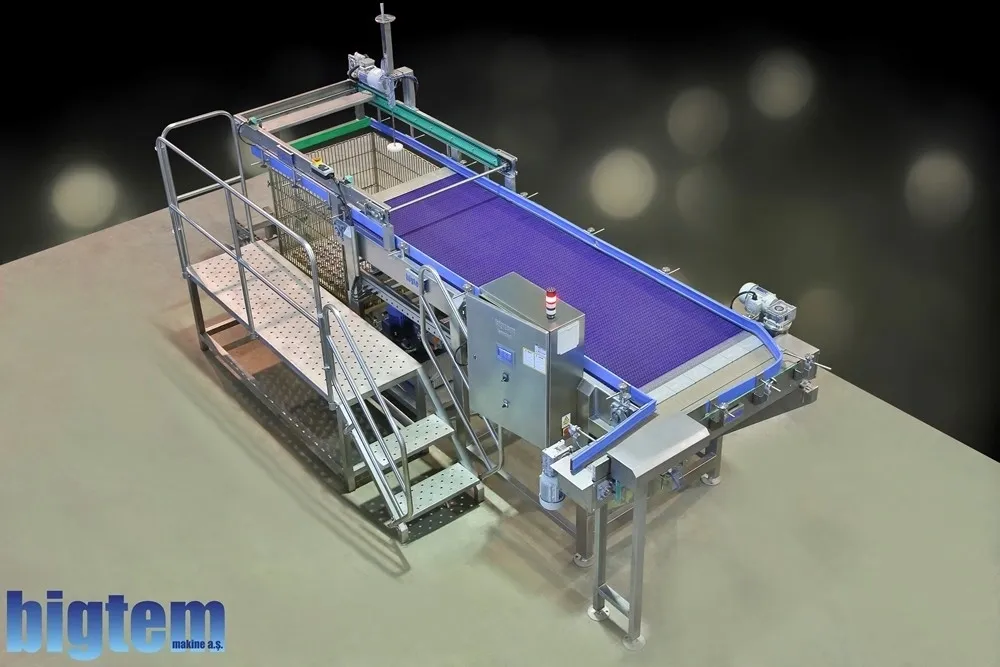
- Washing & Cleaning: Multi-stage high-efficiency washing systems with air agitation and optional sanitizing for thorough removal of dirt, debris, and surface contaminants.
- Sorting & Inspection: Advanced optical sorters combined with manual quality stations to ensure only the best raw material proceeds to further processing.
- Blanching / Cooking: Continuous belt or screw-type blanchers and cookers that precisely control temperature and time for enzyme inactivation and optimal texture preparation.
- Filling: High-accuracy volumetric or gravimetric fillers for product, brine, or syrup — supporting both hot-fill and cold-fill applications.
- Seaming / Closing: Reliable high-speed seamers that deliver consistent, hermetic can sealing critical for product safety.
- Sterilization: Continuous retort systems or batch sterilizers that achieve full commercial sterility while preserving sensory qualities.
- Cooling, Labeling & Final Packaging: Controlled cooling tunnels followed by automated labeling, case packing, and palletizing systems.
Bigtem Engineering Highlights:
- 53+ years of experience (est. 1973) with a team of 35+ engineers specializing in food processing equipment.
- Strong vertical integration that allows custom sanitary design, specialized conveyors, and full-line automation with intuitive PLC/HMI controls.
- Food-grade AISI 304/316 stainless steel construction built to meet strict USDA and FDA requirements.
- Proven performance on both low-acid and high-acid products with precise temperature, pressure, and process control.
Commercial Benefits for North American Processors
- Product Safety & Long Shelf Life: Reliable sterilization processes deliver commercially sterile canned goods with multi-year shelf stability without refrigeration.
- High Yield & Consistent Quality: Gentle handling combined with precise process control preserves natural taste, color, and texture while minimizing waste.
- Labor Efficiency: Highly automated continuous lines dramatically reduce manual labor requirements compared to older or semi-manual setups.
- Operating Efficiency: Optimized energy and water usage together with easy-clean hygienic design lower operating costs and maintenance downtime.
- Flexibility: The same line can handle a wide variety of fruits, vegetables, and recipes — ideal for seasonal production and product diversification.
- Strong ROI: Premium canned products, reduced spoilage, and dependable performance provide fast payback for retail, foodservice, private-label, and export operations.
Typical Applications: Retail canned vegetables and fruits, foodservice bulk packs, private-label production, export-grade products, and industrial ingredients for further processing.
We are your true process partner, not just an equipment supplier. You receive full-line responsibility with seamless integration into your existing plant, plus dedicated local North American support.
Our team deeply understands the daily challenges faced by North American canners — strict food safety regulations, labor shortages, seasonal volume fluctuations, rising energy costs, and the constant pressure to deliver consistent high-quality output. Bigtem’s engineering philosophy focuses on practical, reliable, and long-term performance that delivers real value year after year.
Tell us your target products, desired capacity (2–30 t/h), current bottlenecks, packaging formats, and facility details. We will prepare a customized process layout, detailed utility requirements, and a competitive budgetary proposal — usually within 5 business days.
Request a Quote → Call: (414) 378-9956 | sales@vegtechsystems.com